Key Features
Vertical rock sugar packaging machines are designed with several distinct features to handle the unique characteristics of rock sugar:
-
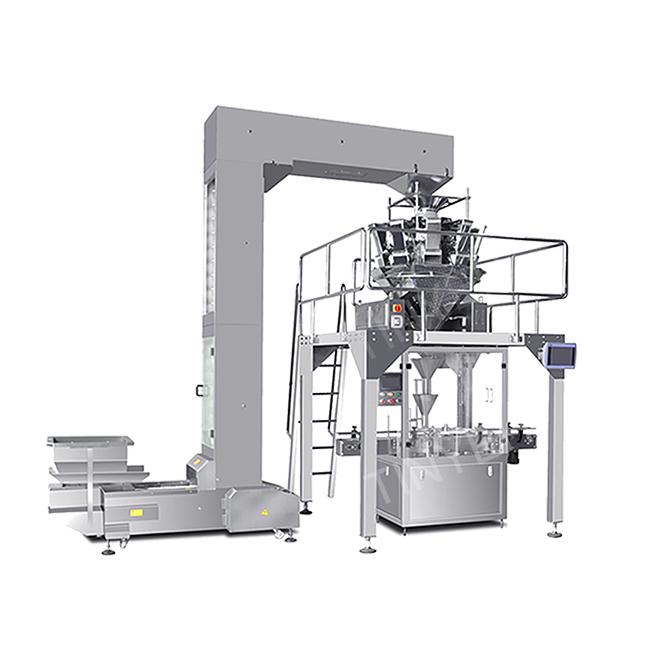
Granule-Specific Hopper and Feeding System: Equipped with vibration-assisted or auger-based feeding mechanisms to ensure consistent flow of rock sugar crystals without clogging or breakage.
-
Adjustable Weighing System: Utilizes precision load cells or volumetric cups to measure exact quantities, accommodating various package sizes from small sachets to bulk bags.
-
Enhanced Durability: Constructed with stainless steel or food-grade coated components to resist abrasion from crystalline sugar and meet hygiene standards.
-
Customized Packaging Formats: Capable of producing pillow-type, gusseted, or sealed-edge pouches with options for zippers or tear-notches for consumer convenience.
-
Integrated Nitrogen Flushing: An optional feature that replaces air in packages with inert nitrogen to extend shelf life by preventing moisture absorption and clumping.
Working Principle
The operation of a vertical rock sugar packaging machine follows a streamlined sequence:
-
Product Feeding: Rock sugar is loaded into a stainless steel hopper, where an auger or vibrating tray conveys it downward at a controlled rate.
-
Weighing and Metering: The sugar passes through a precision weigher that dispenses pre-set amounts into the packaging film tube.
-
Film Formation: A roll of packaging film is drawn downward, formed into a tube around the filling nozzle, and sealed vertically.
-
Filling and Sealing: The measured sugar is released into the film tube. Horizontal seals are made between portions, creating individual pouches, which are then cut and discharged.
Advantages
Vertical packaging machines offer significant benefits for rock sugar producers:
-
High Efficiency: Capable of speeds up to 120 bags per minute, depending on model and bag size.
-
Reduced Waste: Precision weighing minimizes product giveaway, while accurate sealing reduces material waste.
-
Flexibility: Quick changeovers between different package weights and film materials allow for versatile production runs.
-
Improved Product Integrity: Gentle handling and optional nitrogen flushing preserve crystal structure and dryness.
-
Compliance: Facilitates adherence to food safety standards (e.g., ISO, HACCP) with easy-clean designs and traceable batch documentation.
Industry Applications
Beyond retail sugar packaging, these machines serve:
-
Traditional medicine and herbal product companies packaging sugar as an adjuvant.
-
Beverage and dessert industries producing portion-controlled sugar packs.
-
Export-oriented packaging where durable, airtight seals are critical for logistics.