In the fast-paced world of manufacturing, accuracy, speed, and hygiene are paramount, especially in industries like food, pharmaceuticals, chemicals, and cosmetics. The volumetric cup filling and packaging machine stands out as a cornerstone technology, seamlessly combining these critical attributes to meet modern production demands. This sophisticated equipment automates the process of measuring and packaging free-flowing, granular, or powdered products with remarkable consistency.
Core Principle and Operation
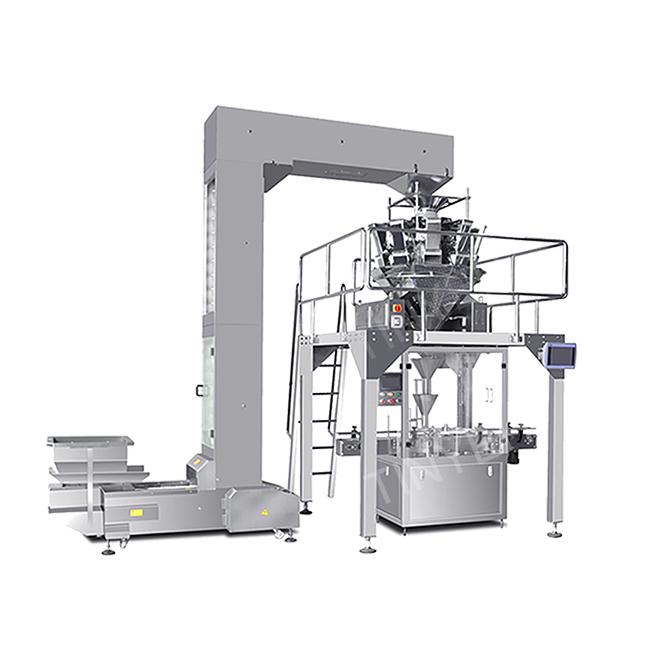
At its heart, the machine utilizes a simple yet brilliant volumetric principle. It employs a rotating turret equipped with multiple precision-engineered cups or cavities. The product is fed from an overhead hopper into these cups. As the turret rotates, each cup passes under a filling station where it is filled by gravity or aided by vibration for consistent product settlement. The excess product is scraped off by a leveling device to ensure each cup contains an exact, pre-determined volume. The measured product is then discharged directly into awaiting containers—such as bottles, jars, pouches, or cans—positioned precisely on a synchronized conveyor below. This entire cycle is continuous, enabling non-stop, high-speed packaging.
Key Advantages
-
High-Speed Operation: Designed for mass production, these machines can achieve impressive output rates, often filling hundreds of containers per minute, significantly outperforming manual or semi-automatic methods.
-
Exceptional Accuracy and Consistency: Volumetric filling is ideal for products where weight can vary due to density changes. By controlling the volume in each cup, the machine guarantees a uniform fill level in every package, enhancing product presentation and compliance with net content regulations.
-
Gentle Product Handling: The gravity-based filling mechanism is non-invasive, making it perfect for fragile items like chips, flakes, or instant noodles that could be damaged by auger or impeller systems.
-
Remarkable Versatility: With quick-change cup systems and adjustable turret speeds, the same machine can handle a wide range of product types and container sizes with minimal downtime for changeover.
-
Hygienic Design: Constructed from food-grade stainless steel and featuring easy-clean access points, these machines meet stringent sanitary standards, crucial for food and pharmaceutical applications.
-
Reduced Waste and Operational Costs: Automated precision minimizes product giveaway (overfilling) and spillage, leading to direct material savings. It also drastically cuts labor costs and reduces human error.
Advanced Features in Modern Machines
Today’s volumetric cup fillers are often integrated into complete packaging lines and equipped with smart features:
-
PLC Control Systems: Allow for easy setup, recipe storage, and monitoring of operational parameters via a user-friendly touchscreen interface.
-
Automated Container Handling: Integrated servo-driven conveyors, indexing units, and capping stations create a seamless, inline production flow.
-
In-Process Checkweighers: Optional integration ensures weight verification for each container, providing real-time feedback and rejection of off-spec packages.
-
Sanitary and Dust-Free Designs: Featuring CIP (Clean-in-Place) capabilities, protective covers, and dust extraction ports to maintain a clean production environment.